SOUSTEINAI


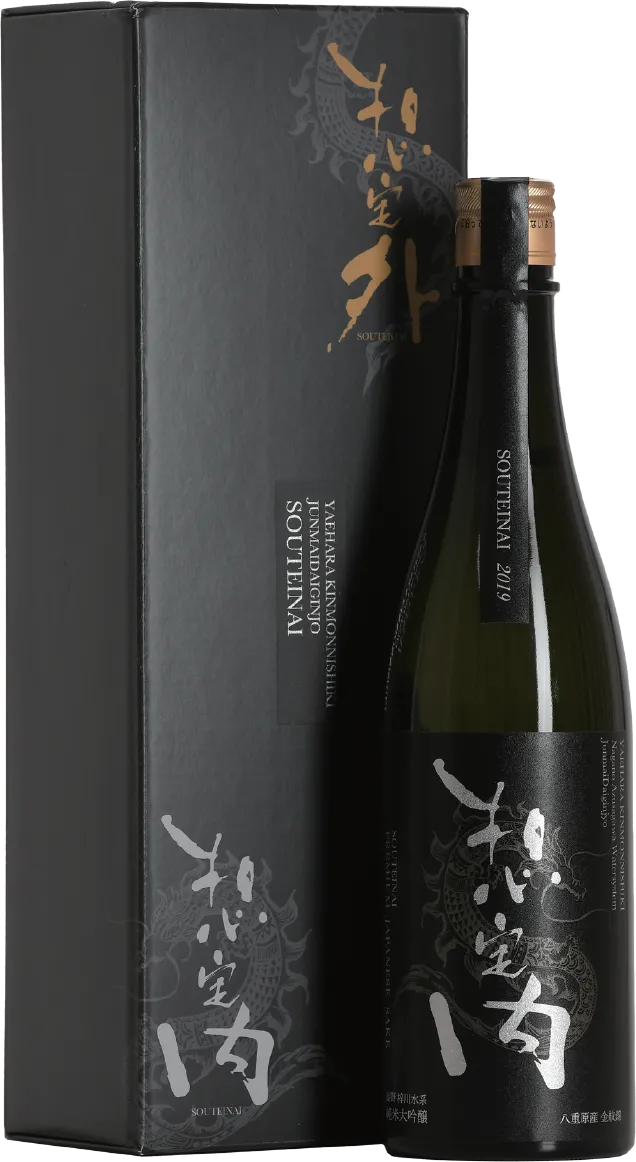
純米大吟醸「想定内」「想定外」は、酒米造りから一貫して最高級の造りを徹底したお酒です。 幻の酒米・金紋錦と、梓川水系の地下水を用い、すべての工程において妥協を許さない吟醸造りで丁寧に醸し、 最も手間のかかる袋搾りで仕上げました。
袋搾りで上槽した後、すべて斗瓶(18Lの専用瓶)に取り分け、檻引きという作業を経て、斗瓶ごとに利き酒を行います。そして、最高級酒として相応しいものを「想定内」、なかでも格別に素晴らしい酒質のボトルは「想定外」として選抜します。一歩及ばないものは選抜外となり、商品化しません。
比較的大ぶりなワイングラスや吟醸グラスなどで、飲み口が大きめだけれど狭まっているもので、芳醇なアロマをお楽しみください。冷蔵庫から出したての温度帯から少し上がった10〜14度くらいがおすすめです。
純米大吟醸「想定外」「想定内」は、1stヴィンテージである2017BYより、熟成を見越して貯蔵してきました。酒米や醸造も、毎年変わる天候などにより、変化が現れます。最高級の品質に向けて、妥協を許さない酒造りをしていますが、自然が織りなす年ごとの風味・特徴もお楽しみいただけます。斗瓶ごとに利き酒をして選抜される無濾過原酒を、品質管理に最も適しているとされるマイナス5℃で氷温保存。概ね4年目以降から、香りや味わいがまろやかになる変化が現れます。毎年、酒米の田植えからこだわるこのお酒だからできた、日本酒としては掟破りとも言えるヴィンテージ違いも、ぜひお楽しみください。
松本市安曇野にある稲核風穴。真夏でも涼しい温度を保てることから、300年以上前から漬物などの保存食の熟成に使われてきました。石積みの内外での温度差や気温差によって風の流れが生じ、入り口部分を通じて大気が循環しています。風穴は、真夏でも8℃ほどの冷涼な環境で、酒をまろやかに熟成できる天然の冷蔵庫。「想定内 梅酒」と、純米大吟醸「想定内」「想定外」の一部を貯蔵しています。
※純米大吟醸「想定内」「想定外」の風穴貯蔵酒は、非常に希少なため限定販売を予定しております(期日未定)。
風穴について詳しくはこちら



昭和30年代、「酒米の王様『山田錦』を超えてほしい」といった想いが込められ、長野の気候風土に合わせた酒米としてデビューした「金紋錦」。数奇な歴史を歩み、“幻の酒米”とも呼ばれたこの銘柄は、今や品評会の受賞の常連にもなっています。この「金紋錦」が育てられるのは、晴天率や日照時間・昼夜の寒暖差などの好条件が揃い、米の産地として全国でも屈指とされる東御市八重原。栽培農家は、大信州酒造の契約農家「(株)太陽と大地」。一株一株がしっかりと光を浴び、風が株間を吹き抜けることにより稲が伸びやかにそだち、豊かな実をつけるように、収穫量を犠牲にしながらも、稲の間隔を通常の2倍あけるなど、手間暇をかけて、最高に贅沢な酒米造りが行われています。


日本酒の8割を占める水は、酒質の骨格を決めると言われる大切な素材。純米大吟醸「想定内」「想定外」の仕込み水は、「名水の町」松本に流れ込む、梓川水系の井戸水を使っています。北アルプス連邦の山々に降り積もった雪が、何十年もの時を経て濾過され、梓川に流れ込んだ命の水です。乗鞍岳付近の源流には1,000年以上の歴史があるという梓水神社が鎮座し、古くから山岳信仰とともに大事にされてきた水を使って醸されています。その水質は、このお酒のやわらかな口当たりと、きめ細かい舌触りをつくっています。

長野県内の契約農家と直接取引した酒米を、自社で精米し酒造りを行う大信州酒造株式会社。「酒米から最高級日本酒を造る」という志からスタートしたこのプロジェクトは、この幻の酒米「金紋錦」に行き着き、大信州酒造との協力により実現しました。1880年から長野県で酒造りをしてきた大信州酒造を支えるのは「長野県の米と水で、最高の日本酒づくりを」という想い。2020年には、より理想的な環境での酒造りを目指すため、仕込み蔵を新設。長野の素材と自社精米にこだわり、「天恵の美酒」を醸すために、進化し続けている酒造です。

「想定内」「想定外」は、毎年の酒米の品質を見極め、最高の酒質を目指すために、麹米、掛米共に最適と考える40%以下の精米歩合で造ります。(※「大吟醸」の精米歩合は50%以下)自社で精米機を持つ大信州酒造は、毎年、契約農家と米・酒の品質について共有・議論し、コスト・手間をかけてでも自社精米にこだわるなど、農家・酒蔵が協力し、良い酒造りのための取組みを行っています。
大信州酒造のお酒は、すべて無濾過原酒。濾過(搾りの後、活性炭などで雑味や色を取り除く工程)や加水(アルコール度数や口当たりを和らげる工程)をせず、単一タンクのお酒飲みを封じ込めた、いわばシングルカスクです。酒自体が持つ味わいを実現します。
一般的な日本酒は醸造スケジュール通りに搾られますが、純米大吟醸「想定内」「想定外」の醪(もろみ)は、1日単位で発酵を管理し、この日しかないという日に上槽(搾り)の工程を迎えます。 仕込み水を用いて秒単位で酒米を洗い浸漬し、自然放冷(蒸しあげた酒米を人の手で最適な温度まで冷ます)など、手作業による丁寧な処理を経た米・米麹と水をタンクに仕込み、温度や発酵管理を徹底した吟醸造りでゆっくりと酒に醸します。
袋搾りで斗瓶に取り分けられた酒は、すべての斗瓶で風味が違うため、毎年出荷前に「官能検査利き酒選抜会」を行い、ロットごとの味を見極めます。「想定内」「想定外」が求める酒質に達していると評価されたロットのみを選抜した本数限定品です。
発酵させた醪は、蔵人総出で行う「袋搾り」で搾ります。あさ布のような袋に醪を入れて、垂れてくるお酒のみを抽出し、約18リットルの斗瓶にひとつずつ取り分けます。芳醇な香りや米の旨み、生まれたままの表情や個性を残すための工程です。
最も酒質の変化が少ないと言われるマイナス5度の冷凍庫で保管します。
斗瓶に取り分けた原酒には、まだ微細な澱が残っているため、氷点下の冷蔵庫で数日かけて澱を自然に沈澱させます。沈殿した後、上澄みだけを丁寧に手作業で斗瓶からボトルに直接に詰めていきます。機械であれば一瞬で終わる工程を、人の手で一本一本丁寧に送り出します。

金紋錦の特徴である上質な酸味と複雑味、フレッシュアップルのようなアロマ、最高級の純米大吟醸が持つ特別な華やかさ。さまざまなお食事とのマリアージュを楽しめる、大切な日の乾杯にふさわしいお酒です。
【商品詳細】●全量袋搾り無加圧・無濾過原酒●精米歩合:麹米38%、掛米40%●使用米:長野県東御市八重原産「金紋錦」●内容量:720ml●醸造元:大信州酒造株式会社●専用化粧箱、手提げ袋(当サイト限定)付き 【送料】●北海道・九州…1,350円●沖縄県・離島…3,900円●その他の地域…1,150円 【備考】※徹底した品質管理のため、酒蔵内-5℃の冷蔵庫で保管しております。冷蔵庫から取り出し順次発送となるため、発送までお時間をいただく場合もございます。あらかじめご了承ください。※ご購入後は常温保管も可能ですが、しばらくお飲みいただかない場合は冷蔵保管をおすすめいたします。
 SOUTEINAI
SOUTEINAI
Fine acidity and complexity beyond the ecstasy of fresh apple
 SOUTEIGAI
SOUTEIGAI
Unexpected luxury, containing only the finest sake qualities
 SOUTEINAI UMESHU
SOUTEINAI UMESHU

The great sensuality of perfectly ripe plums and the most refined sake